














 21 / 74
21 / 74

About P3 Technology
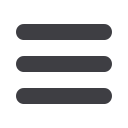
Profiling a LaserStar pulse is simply selecting the percentage of pulse
energy that is released for each half millisecond (.5mS) section. Each
individual section is defined at 25%, 50%, 75% or 100% of total pulse
energy output. To benefit from pulse profiling, a minimum of a three
millisecond (3mS) pulse duration must be employed to achieve noticeable
results.
The energies required for pulsed laser welding can vary depending upon
the pulse profiles selected.
If certain profiles are chosen for slower cooling or surface cleaning, then
the energy is not always being used to increase penetration. Instead, it
may be directed at vaporization of contaminants or bulk heating. When
this is the case, the energy required (parameter selections: Voltage and
Pulse-length) will increase to achieve the same weld penetration before
a custom profile was applied. The parameter adjustments may reduce
lamp life, reduce process speeds, and/or increase cycle times. However,
it is a small price to pay and almost always worth the weld quality
improvements.
Conversely, if the initial spike is increased to improve energy coupling or
duty cycle, Burst Profiles are used, then the process can become much
more efficient. Less energy per pulse is used with pulse profiling for the
same task.
When in doubt about which pulse profile may be most beneficial, first set
up a process with a Basic Profile and note the energy used (parameter
selections) for a particular application. Next, select a recommended pulse
profile for the same application and compare the energy used (parameter
selections). Finally, compare the two different process results and choose
a profile that meets your quality and process speed requirements.
17
P
ULSE
P
ERFORMANCE
P
ROFILE
T
ECHNOLOGY