DENTAL LAB LASER WELDING: REPAIRING POROSITY
admin2024-05-16T16:52:55-04:00DENTAL LAB LASER WELDING: REPAIRING POROSITY
Tips for Filling Porosity with a Laser Welder
Repairing a Hole – Porosity in a Crown
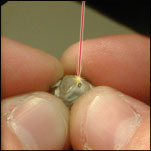
Clean Out the Hole and Probe for Additional Porosity
If the hole does not penetrate through the crown, clean out the hole and probe for additional porosity. Set the laser welder for the W/WIRE setting in the alloy you wish to fill. Fire the laser welder at a 90° angle into the porosity hole. Larger holes may need several shots. This process will burn out any remaining investment or impurities trapped within the porosity hole and will expose any other subsurface porosity. This step will reshape the hole for easier filling. If the hole penetrates through the crown, the Clean Out process may not be necessary.
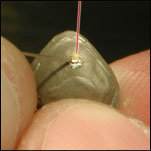
Filling
Hold the LaserStar laser welding wire of the same alloy at a 30° angle or less making sure the tip of the filler wire touches the base metal. Fire the LaserStar laser welder at a 90° angle until the metal “puddles” into the hole.
If the hole penetrates through the crown and the hole is large, start by placing the tip of the welding wire under the cross hairs and fire the LaserStar laser welder at the tip of the wire. This will ball the tip of the welding wire making it a better fit for the hole.

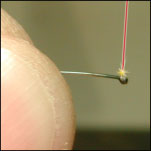
Always turn the coping over and repeat the filling process. This will ensure that the hole is completely filled.
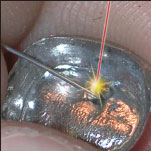
Hammering and Smoothing
It is now necessary to increase the Beam Diameter (Ø). This will reduce the depth of the weld resulting in a Surface Weld. Also increase the Hertz (Hz). This will enable the LaserStarlaser welder to fire more rapidly keeping the metal molten for ease of smoothing. Fire the LaserStar moving the item slightly in a back and forth motion. This will “feather” the metal across the fill zone resulting in a smooth hammering effect.
Clean Up
Clean up the area by grinding, sanding or using a rubber wheel. Then clean or sandblast accordingly.
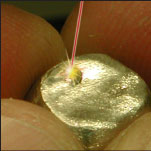
Examples of crowns after filling holes and grinding.






